|
2、机壳的加工 我前两台300B胆机机壳,均回收了厚度为3mm的黄铜板制作。机器加工是委托工场操作电脑折弯机专业弯制,变压器、管子等器件的安装孔也是委托工场操作线切割开的孔,加工费并不贵。在这里,我着重说一下,我自己很是赞赏DIY精力,积极主张本身下手制作机壳,出格是开孔,原本都是我本身用电钻和开孔器来举办,但颠末长时刻的实践,其拭魅这种做法必要斟酌,最最少的有些技能要求较高的照旧到工场加工为好,质量和精度都有担保,加工费比本身下手必要购置的器械开支也不会贵几多。虽然,一些小打小闹的加工我照旧主张本身下手的。 话题转到我这台300B的机壳制作,可谓是伤透了思维。起首,这么大的铜锭欠好找,必需采纳浇铸的要领得到,但浇铸的模具制作很是昂贵;其次,加工是个大题目。这么大的铜锭,必要专业车铣,夹具的制作等都欠好办理;再者,铜的外貌处理赏罚欠好办。为一一办理这些题目,我们不知跑了几多锻造厂、铸造厂、机床加工场,金属处理赏罚厂等。俗话说,世上无难事,只怕有意人。为了实现我们的方针,我们委托北京某军工场举办了粗、细加工,质量和精度都根基满意要求(见图17)。浇铸后的铜锭毛坯重80公斤,经车铣后的机壳,制品单只重43公斤。 
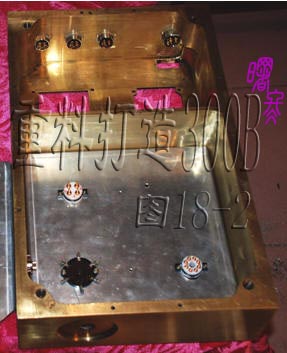
3、外表的处理赏罚 各人知道,铜是一种很是生动的金属,极易产生氧化。为保持雅观,外貌的处理赏罚很是重要。对付前两台300B的机壳处理赏罚,我回收的处理赏罚要领是:先举办抛光处理赏罚。将制品机壳用毡轮加抛光腊细心打磨三遍以上,然后用软布擦净。趁打磨的外貌没有氧化之前,找汽车补缀厂喷金属上光漆(水晶漆)三遍,最后在烤漆房加温烘烤12小时以上。 我们的这两台重量级机壳,因伴侣不喜好烤漆,今朝暂且做了外貌打腊处理赏罚。 六、呆板的焊制 1、衬板的制作 衬板首要用来安装电子管底座和搭棚焊接,因必要打孔安装螺钉,最好用软铝板弯制。我选用的是3mm厚的铝板(留意:衬板不行太薄,不然欠好套扣上螺钉)。起首按机壳的开孔位置,画出施工图,委托工场按要求举办了弯制加工、线切割挖孔等(见图18-1)然后装好电子管座(见图18-2)。300B、274B用管座我选用的是入口特富龙型,打仗细密,质量靠得住,每个100元阁下。而310A管座没有新品提供,我买的西电二手的,渡银打仗片,胶木座体,沉甸甸的,质量很是好。(见图19) 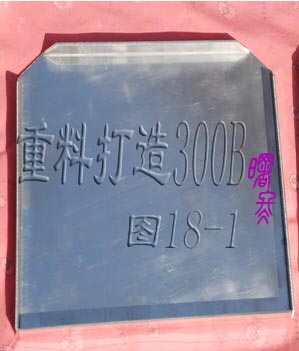

2、布屏障管 按我的计划,灯丝、交换接线、310A的栅极接线等,所有设在衬板下方紧贴底壳走线,意在最大的镌汰滋扰,进步整机信噪比。另外,我还用铜管直接焊于机壳底部,把交换接线和信号线从中穿过,以进一步进步屏障度(见图20-1,图20-2)。 

3、拟制元件机关图 就是按照电路道理图,布置每个部门、每个元件的位置。到达元件定位科学、雅观,走线短捷、停止滋扰的目标。这一步直接抉择整机的雅观度和结果,还可停止返工,进步事变服从,便是上山砍柴之前的磨刀,每每必要重复料到和构想,切不行轻蔑和省略。 我的做法是:先按照线路道理图,按电源滤波、信号输入、前级放大、功率放大、音频输出等,分成多少部门(块块);然后公道举办机关,或许布置好响应元件的位置;并把筹备上机的元件,按照构想举办沙盘式摆放、调解、定位。最后形成元件机关草图。 (责任编辑:admin) |
























