|
自己DIY的时候,打孔一直是个难题,特别是那些硬质合金,用手电钻根本无法钻孔,于是就有了这个自动的电火花穿孔机的诞生。
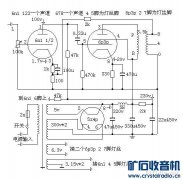
(责任编辑:admin)先上个控制箱的照片,左上部是3个开关,分别是220V电源开关,方向控制开关,使能开关。 开关下面是香蕉座,用于输出电火花电压,香蕉座旁边是步进电机接口。  电源部分,用的是一个环牛变压器。 交流34V作为主电源经整流滤波后输出50V的直流电源用于电火花。 交流16V经整流滤波后作为步进电机的电源 交流6V用于555脉冲信号发生器  机械部分,正好以前做过一个迷你的雕刻机,现在用不到了,就拆了Z轴来用。   主控箱内部 中间是环牛变压器,左边绿色的圆柱体是20Ω电阻。  步进电机控制板藏在面板后面,是以前做雕刻机的时候买的套件自己焊接的。  那个绿色的长方体是10u油浸电容  用断锯条试了下打孔,黄铜棒直径2毫米,打穿一个孔用时大概1分钟,非常方便。   工作原理 电火花部分的电路其实非常简单,交流电经过整流滤波后输出直流电,经过一个20Ω的电阻和20u的电容就可以放电了。 但是要产生电火花,还要对工件和电极之间的间隔距离进行控制,太远了火花无法产生,毕竟只有50V的电压,太近了容易短路。 所以其他电路都是为了完成自动控制距离这个目的。 机械部分这里用的是雕刻机的Z轴,将步进电机的圆周运动转换成电极的上下运动。 控制步进电机用的是T8435芯片,主要有3个控制信号: 1. 由NE555芯片产生脉冲信号输入TA8435的7脚,TA8435每接受一个脉冲就控制步进电机旋转一个角度。 2. 方向信号控制步进电机的旋转方向,这样就能控制电极的上下运动了。 3. 使能开关控制TA8435是否工作,当TA8435的3脚接地时才接受脉冲信号并控制步进电机选择。 工作过程:接通电源,方向开关选择向下运动,然后使能开关接地,电极开始往下运动,当运动到离工件一定距离内时开始火花放电,这时候电极还是在向下运动的,所以最终电极与工件将会碰在一起,因为金属的导电性,就相当于50V电源短路了。因为电火花电路中串联了20Ω的电阻,所以短路电流就是50/20=2.5A。 因为短路,光耦PIC817中没有信号传递,所以等于就是TA8435的5脚为高电平,步进电机反转,电极往上运动与工件分离。 因为分离,短路状态取消,光耦PIC817中又接收到信号,TA8435的5脚为低电平,步进电机控制电极向下运动。 于是在不断的短路、分离状态中,电极与工件之间的距离被控制在一定范围内,保证能够不断的产生火花,最终工件被电蚀。 元件选择: 电源可以用交流电经过整流获得,还有个简便的方法就是用50V的电动车的充电器,经过很多DIYer的实践,电动车充电器完全可以用在这个电火花电路中,而且因为是开关电源,各种保护电路比较完善,所以即使短路电流达到2.5A也可以正常工作,前提就是要用质量合格的充电器。 20Ω的电阻,因为工作最大电流达到2.5A,所以要求电阻的功率也要够大。我这个用的是50瓦的法郎电阻,发热还是比较厉害,所以加了散热风扇。 20u电容:建议用无极性电容,例如油浸电容。这个电容容量越大,火花威力越大,但是电容充电时间就长了,建议容量为10u~20u。 TA8435工作电压范围为10~40V,电压越大电机旋转越有力,建议用24~36V电压。 18脚和21脚分别接一个0.5Ω的电阻,这个是取样电阻,功率为2W。 23,20,19,16脚接步进电机,同时通过一个二极管接地,这个二极管不能用普通二极管,要求是快恢复二极管,这里用FR307(3A,1000V) 其他元件没有特殊要求,电阻用普通1/8瓦电阻就可以了。   |